
Le premier cadre Racine, fabriqué en France chez MILC
· 9 min de lecture · Catégories : Fabrication, entreprise
Chez MILC : la fabrication du premier cadre Racine
En résumé
Mi-janvier, j’ai traversé la France pour aller chez MILC (MadeInLeCoin), leur atelier est au pied des Pyrénées. Leur métier, c’est de fabriquer des cadres de vélo et autres véhicules légers en marque blanche. Après des mois de conception et d’échanges à distance, je voulais être là pour la soudure du premier prototype. Je me devais de rédiger un petit article à ce sujet, que voici. Je vais essayer de vous faire le récit de cette visite, les choix techniques qu’on a faits ensemble, le savoir-faire qu’ils ont pu m’apporter, et ce que ça fait de voir un projet sortir de la conception pour devenir un objet réel. Bonne lecture !
Trouver quelqu’un qui sait faire des vélos
Je suis ingénieur mécanique. Je sais concevoir un cadre de vélo, définir une géométrie, choisir des tubes et calculer des épaisseurs. Mais je ne sais pas souder.
Et de toute façon, même en sachant souder, je ne suis pas sûr que ça aurait suffi. Fabriquer un cadre de vélo, c’est assez spécifique comme métier. Les tubes ont des diamètres et des épaisseurs particulières, les jonctions doivent encaisser des contraintes répétées, et l’ordre dans lequel on soude les cordons a un vrai impact sur la géométrie finale. Ce n’est pas de la chaudronnerie classique. Il y a un savoir-faire qui est propre au monde du cycle.
Plutôt que de travailler avec un métallurgiste généraliste, c’était beaucoup plus logique pour moi de trouver quelqu’un qui sait déjà faire des vélos. Il y en a plusieurs en France. J’ai discuté avec différents ateliers, et c’est MILC qui s’est avéré être l’interlocuteur idéal pour le projet !
Pourquoi MILC
MILC, pour MadeInLeCoin, fabrique des cadres de vélo en France depuis plusieurs années maintenant. Ils bossent en marque blanche pour pas mal de marques françaises (et pas que), et ils ont un savoir-faire reconnu dans le milieu.
Ce qui m’a convaincu chez eux, au-delà de la compétence technique, c’est qu’ils sont capables de produire en petites séries. Je ne cherchais pas un artisan qui fait un cadre par mois. J’avais besoin d’un partenaire avec qui on peut grandir. Et puis toute l’équipe a une grosse culture vélo, notamment du VTT. Quand on discute ensemble, on parle le même langage. Ce ne sont pas juste des soudeurs qui travaillent sur des tubes, ce sont des cyclistes qui fabriquent des vélos. Ça se sent dans les échanges.
Le seul inconvénient : ils sont assez loin de Strasbourg…
Le travail en amont
Avant d’arriver chez MILC, il y a eu pas mal de mois de boulot. On est en contact depuis l’EuroBike de l’été 2025.
Il a fallu définir la géométrie du cadre : angle de direction, angle de selle, longueur des bases, empattement, hauteur du boîtier de pédalier. Chaque paramètre a des conséquences sur le comportement du vélo, et quand on en modifie un, ça en affecte plusieurs autres. Définir la géométrie c’est mon travail. Le but est de proposer un bon vélo polyvalent et capable de beaucoup.
Ensuite, le choix des tubes : nuance d’acier chromoly, diamètre et épaisseur de paroi à chaque endroit du cadre. On en parlait en détail dans l’article sur l’acier chromoly. Mais choisir des tubes sur le papier ne suffit pas. Il faut vérifier ce que MILC a en disponibilité chez ses fournisseurs, ce qui est compatible avec leurs gabarits, et ce qu’ils recommandent d’après leur expérience. Le but est de faire un vélo plutôt abordable, la disponibilité et la facilité d’accès des tubes est donc un facteur clé. Les tubes sont sourcées au mieux en France et en Europe.
C’est d’ailleurs ce qui rend le partenariat avec MILC intéressant. Ils ne sont pas juste exécutants. Quand quelque chose pose problème ou quand il y a une meilleure option, ils le disent. On s’est mis d’accord ensemble sur la définition complète du cadre. Maintenant il faut le temps de mon coté de sourcer tout les composants et de leur coté de préparer le cadre.

La visite
J’ai fait le trajet avec Valentin, un ami, qui m’a accompagné pour filmer. On en a fait une vidéo YouTube, n’hésitez pas à aller la voir, c’est plus parlant que n’importe quel article pour se rendre compte de l’atelier et du travail de soudure.
Quand on est arrivés, le cadre était déjà pointé. Ça veut dire que les tubes ont déjà été positionnés sur un gabarit de soudure et maintenus par de petits points de soudure. La fourche était déjà entièrement soudée de leur côté. MILC avait préparé tout ça en amont pour qu’on puisse se concentrer sur la soudure finale.
Ça fait un petit quelque chose de voir enfin le cadre en vrai !
On a été accueillis par Louis, mon interlocuteur principal chez eux. Il nous a fait visiter les locaux. Ce qui m’a frappé, c’est de voir des machines qui ont facilement cent ans à côté d’outils plus récents, et tout fonctionne encore très bien. On a pu voir les gabarits utilisés pour les différents projets. Chaque modèle de cadre a le sien, c’est ce qui garantit que la géométrie est respectée au millimètre.
C’était aussi la première fois qu’on se voyait en vrai après des mois d’échanges par mail et en visio. Ça change pas mal de choses. On discute plus facilement, on comprend mieux comment l’autre travaille. Ils ont été vraiment accueillants.
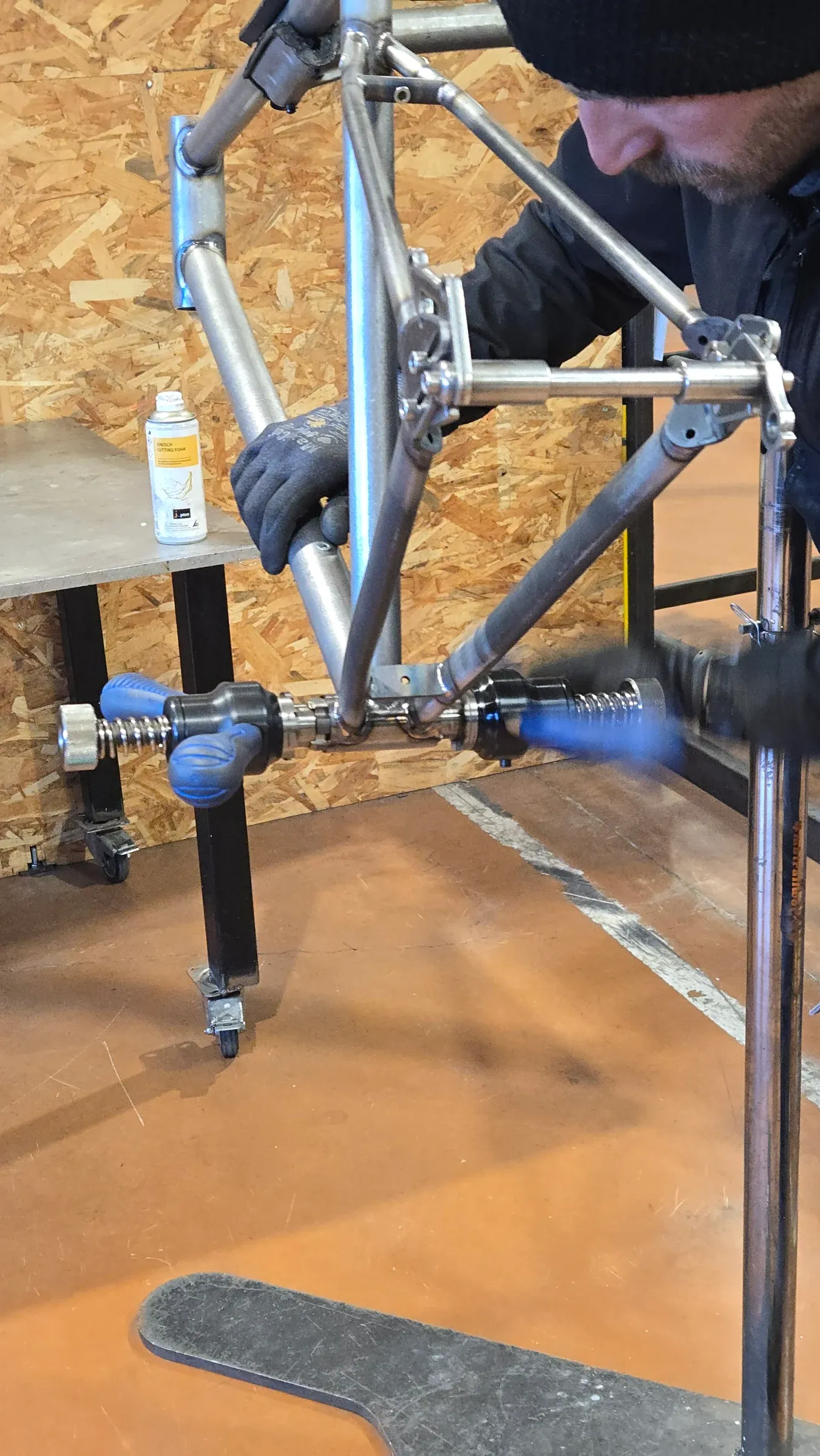
La soudure du cadre
C’est Laurent, soudeur chez MILC, qui a fait les cordons de soudure définitifs en TIG. Et c’est là que ça devient vraiment intéressant !
L’ordre de soudure
On ne soude pas un cadre n’importe comment. La soudure TIG, c’est un apport de matière à très haute température. Le métal chauffe, se dilate, puis se contracte en refroidissant. Si on ne respecte pas un certain ordre, le cadre se déforme.
Laurent et MILC maîtrisent ça très bien. L’ordre dans lequel il fait chaque cordon, et même le sens dans lequel il le tire, permet de minimiser les déformations. Il n’y a pas de recette universelle, ça dépend du cadre, et ça vient surtout de l’expérience.

La position et la régularité
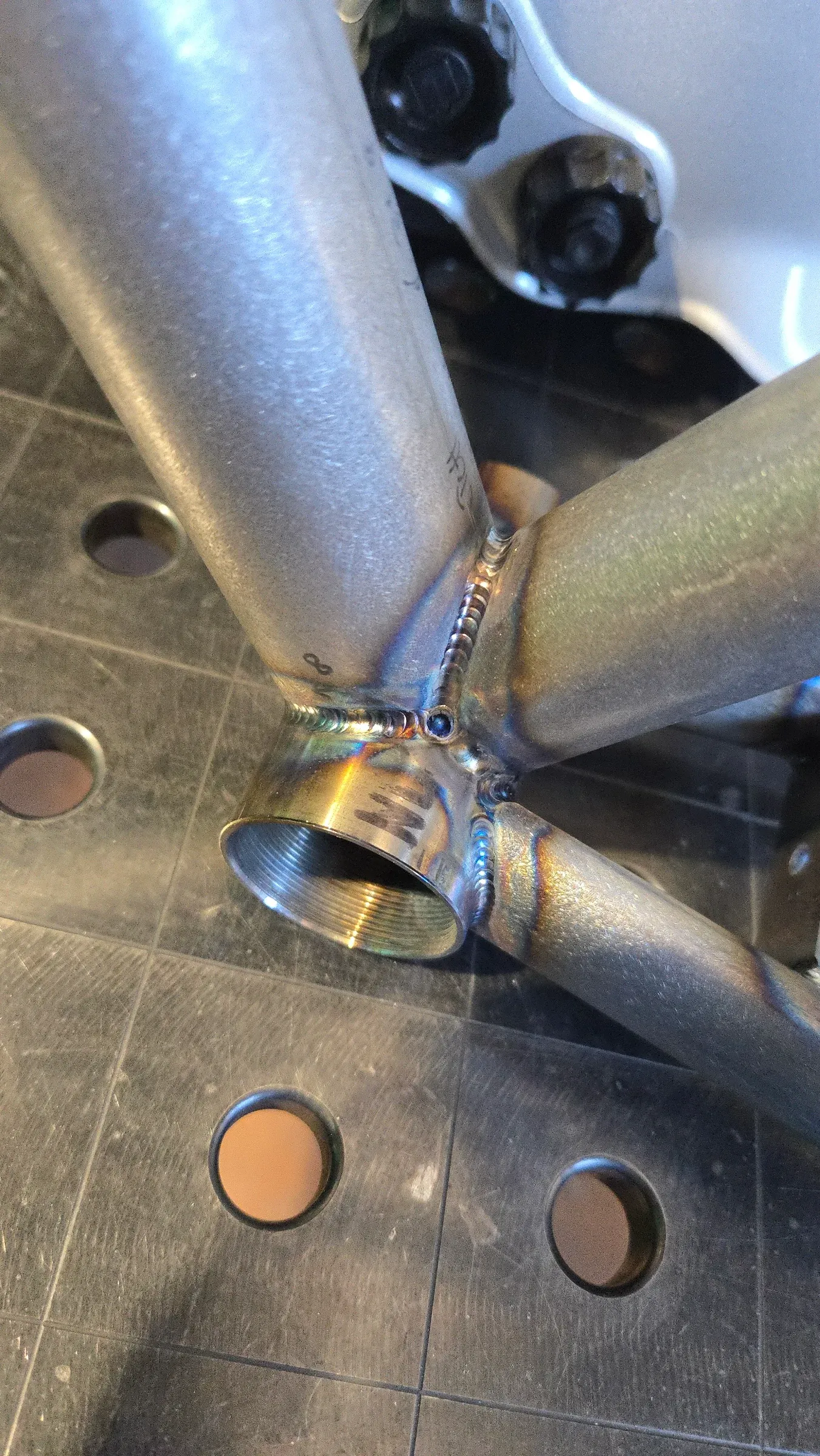
Un truc dont nous avons beaucoup discuté: Laurent nous a expliqué que le plus important pour un bon cordon, c’est d’avoir une bonne position et d’être constant dans le geste. Ça paraît simple, mais toutes les zones du cadre ne sont pas faciles d’accès. Les douilles (tube de direction, boîtier de pédalier) sont larges, accessibles, agréables à souder. Les jonctions du triangle arrière, c’est une autre histoire. Parfois il faut vraiment se contorsionner pour y arriver. De mon coté, je peux augmenter l’accès aux endroit difficiles lors de la conception du cadre pour faciliter la soudure. En utilisant un boitier de 73mm de large plutôt que 68mm par exemple. A terme ça permet d’améliorer le confort du soudeur, et donc la rapidité à laquelle un cadre est fabriqué, et donc de réduire les couts pour tout le monde : MILC, RACINE, et le client final.
Le résultat
La soudure complète a pris environ une heure. Les cordons de Laurent sont vraiment incroyable ! En les voyant, j’avais juste envie de laisser le cadre brut avec juste un vernis et de ne pas le peindre. Sur de l’acier chromoly, c’est d’ailleurs faisable techniquement.… Mais la peinture apporte quand même une bien meilleure couche de protection.
Les étapes d’après
Alésage et taraudage
La chaleur de la soudure déforme légèrement certaines parties du cadre. Le boîtier de pédalier et le tube de direction peuvent devenir un peu ovales ou perdre leur alignement. On corrige ça en usinant l’intérieur (l’alésage) et en refaisant les filetages (le taraudage). C’est ça qui fait que les roulements seront bien en place et tourneront sans forcer.
On a fait ça avant la peinture pour le proto. L’avantage, c’est de pouvoir monter un pédalier de test et vérifier qu’il n’y a aucun problème avant d’envoyer le cadre au peintre.
On a ensuite positionné les gaines et câbles là où je voulais les faire passer, et soudé les supports de fixation sur le cadre en fonction du cheminement des câbles.
Peinture et surfaçage
La peinture a été faite le lendemain par le partenaire peintre de MILC. L’application ne dure que quelques minutes, c’est surtout le temps de four qui est long.
Après la peinture, il y a encore une étape : le surfaçage. On enlève la peinture aux endroits où les roulements vont s’appuyer (tube de direction, boîtier de pédalier). Pas mal de fabricants négligent ça. Le problème, c’est qu’un roulement monté sur de la peinture, avec le temps la couche s’écrase, le serrage se relâche, et du jeu apparaît. C’est le genre de truc qu’on ne remarque pas sur un vélo neuf mais qui se paie au bout de quelques années.
Voir le cadre fini
Quand j’ai récupéré le cadre peint, c’est quand même un moment un peu particulier. La couleur (RAL6005 - vert mousse) rend vraiment mieux que les rendus 3D qu’on peut faire avec Blender. On peut passer des heures sur un logiciel, ça ne remplace pas le moment où on a l’objet réel entre les mains.
Et puis c’est aussi le moment où on se dit : OK, tout ce que j’ai fait jusqu’ici menait à ce cadre. Maintenant il faut l’assembler, le rouler, voir ce qui va et ce qui ne va pas, et préparer la suite!

Fabrication en France : être concret
Quand on écrit “fabriqué en France” sur le site Racine, on peut dire où et par qui. Le cadre est soudé par Laurent, chez MILC, au pied des Pyrénées. J’ai visité l’atelier, j’ai vu le travail, et on a filmé tout ça. On ne prétend pas que 100% des composants sont français. Ce n’est pas le cas, le but est de faire au mieux et d’être transparent. Mais le cadre, qui est le cœur du vélo, on sait d’où il vient et qui l’a fait, et c’est déjà une première belle étape !
La suite
Le prototype roule depuis un peu plus d’un mois maintenant (et il roule trop bien !!!) Les premiers retours sont en cours, les premiers ajustements aussi. Il faut trouver les petites erreurs, garder ce qui fonctionne et améliorer ce qui peut l’être. En parallèle j’apporte les modifications en conception et on passe à la pré-série !
Si tu es sur Strasbourg et que tu veux voir le vélo ou l’essayer, je vais essayer d’organiser des sessions dans les prochaines semaines. Et si tu as des questions sur la fabrication ou sur le projet en général, écris-moi à contact@velos-racine.fr.
Merci à toute l’équipe de MILC, à Louis et à Laurent, pour l’accueil et le boulot. Et merci à Valentin pour les images.